

商铺名称:陕西渭柏精密机械有限公司
联系人:高文(先生)
联系手机:
固定电话:
企业邮箱:weibaii@foxmail.com
联系地址:陕西省西安市西安市灞桥区长乐东路2999号京都国际大厦11405号
邮编:100387
联系我时,请说是在汽配名企网上看到的,谢谢!
商品详情
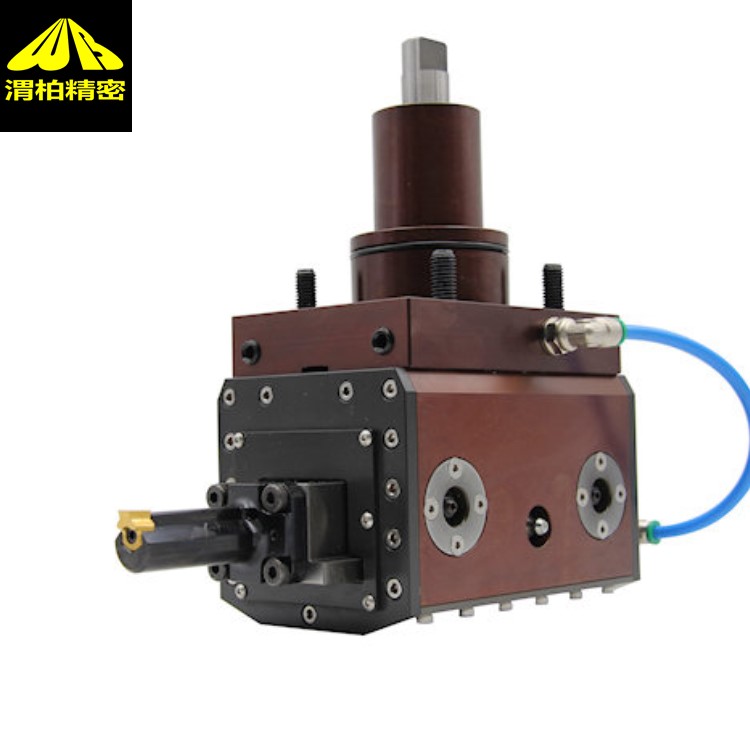
重庆BM插齿动力头REV与顺时针或逆时针旋转的Y轴调节销:
1.板调节螺钉
长时间使用插削机后,需要消除仪器中可能出现的间隙。松开六角螺母,然后拧紧中间螺钉,后再次拧紧六角螺母。在插削机的所有四个衬板上执行此操作。
2. 轴调整销
它被用来纠正孔和我们正在执行的加工之间的任何对称性误差。松开刀具的固定螺钉 1 后,顺时针或逆时针旋转 Y 轴调节销,这样就可以沿 Y 轴移动刀具。调节范围为 +/- 0.5,该范围足够普遍纠正没有配备 Y 轴的车床上存在的所有对称性误差。
3.削角度调节螺钉
该螺钉用于纠正由于机械弯曲而引起的锥度误差。顺时针或逆时针旋转可以将切削角度更改大约 +/- 3°。该范围足以纠正任何可能存在的锥度误差.
1.纵向误差纠正
可以改变机动化插削机的工作角度。此操作用于纠正可能出现的纵向误差。要做到这一点,只需使用一只 5 毫米内六角扳手即可。通过顺时针或逆时针旋转扳手,可以改变机动化插削机的切削角度。
这类调整方法受保护。
2.对称性纠正
为了纠正对称性错误,如果使用的是没有配备 Y 轴的车床,则只需拧松从正面将刀具固定在移动中央组件上的四个螺栓即可。然后,使用 6 毫米六角扳手转动位于上述组件后面的 Y 轴调节销,这样可以将刀具移动 +/- 0.5 毫米,这足以有效地纠正缺少的轴所造成的对称性误差。
这种类型的调整对于准确地在待加工工件的中心实现加工,是绝对必要的。

BM插齿动力头REV操作细节:
1)刀具固定螺钉
在针对对称性误差进行任何纠正之前,必须稍微松开刀具固定螺钉。在恢复工作之前,请确保重新拧紧刀具固定螺钉。
2)注油嘴
这两个嵌入机动化插削机外部结构中的注油嘴,在使用仪器约 10 个小时后,可以用来注入油脂。上述时间是仪器实际使用的时间(请参见注油计算示例)。
3)用于内引的 3/8”的螺纹孔
所有刀具都配有冷却剂通行孔。与外引相比,内引是更推荐的选择,它允许将润滑剂引导到切削区域。
4)对齐区域
这是通过比较仪用来执行检查的区域。
5)将插削机固定到车床刀具塔上的螺栓
它们是将插削机固定到车床刀具塔上的螺栓。

部分代理品牌如下:
FETTE螺纹滚牙工具,英国namco螺纹滚牙刀柄滚轮。
Dummel镗刀。
REGO-FIX冷压刀柄、刀柄、浮动刀柄、高精度刀柄
REGO-FIX防锈ER夹头、弹簧夹头
EROJET螺纹刀片,螺纹铣刀。
德国NEUHAUSER永磁分离辊
OTT-JAKOB拉刀机构
RE-AL铰刀、re-al浮动铰刀柄
法国LATTY盘根、LATTY石墨盘根
SKODA高精度活顶针,斯柯达重载顶针,可换头顶针,合金头顶针
意大利Artec气缸cnomo
英国Wixroyd夹钳、Wixroyd夹具、Wixroyd弹簧柱塞
MICROCENTIC卡盘
德国WISTRO电机、风扇、马达
法国Plastiform翻模胶泥 复制泥 仿形胶泥、倒模胶
米其林Matchling液压虎钳
GEPY顶针、肖柏林顶针、肖布林顶针
PXTOOLS钟表专用微径丝锥,钟表微钻,钟表铣刀
H+S/Hasberg垫片
德国MACK旋转接头、MACK卡盘、MACK夹头
德国LUBRICUS 润滑泵 、Lubricus注油器
德国PERSKE电机、特种电机 、PERSKE扁平电机、圆电机
英国Klaxon电子探测仪、探测仪

